Комплекс СпецМаш – это работа большой команды специалистов, результатом которой стала одна из лучших производственных площадок в отрасли. Руководство и инженеры компании посетили множество предприятий по металлообработке, консультировались с ведущими и лучшими на рынке, ездили на зарубежные выставки и побывали на многих европейских заводах по производству ресторанного оборудования. Для проектирования комплекса и оснащения цехов потребовалось несколько лет. За это время планомерно была реализована инвестиционная программа по расширению производства и закупке современного высокотехнологичного оборудования.
ВНЕДРЁННЫЕ ТЕХНОЛОГИИ И ОБОРУДОВАНИЕ
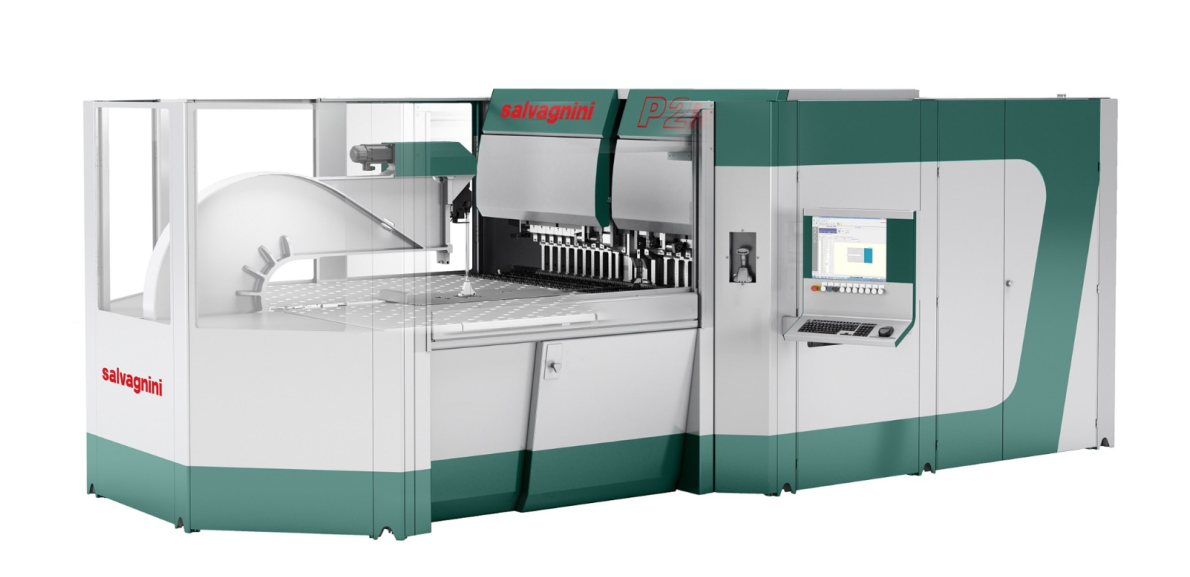
Автоматизированная линия S4+P4 Salvagnini
Автоматизированная линия S4+P4 Salvagnini – осуществляет пробивку, резку и гибку заготовок из листового металла, исходя из стандартного формата листов, без какого-либо промежуточного манипулирования полу обработанных изделий.Линия S4+P4 Salvagnini с самого начала создавалась для полностью автоматической и комплексной работы. Производительность линии 1800 изделий в сутки. Благодаря своей гибкости, а также возможностям фирменного программного обеспечения и управления позволяет оптимизировать время работы и заводскую логистику, вести производство без надзора «при выключенном свете». Переналадка происходит автоматически в режиме «совмещенного времени» (пока станок обрабатывает другой лист), контроль углов гибки осуществляется в панелегибе P2lean-2120 в режиме реального времени, что значительно повышает производительность и дает реальную возможность эффективно производить «единичные партии».



Лазерная резка
Лазерная резка – один из наиболее современных и эффективных методов раскроя листового материала. Нагревание и расплавление участка материала осуществляется с помощью лазерного луча. За счет высокой концентрации энергии сфокусированное лазерное излучение позволяет разрезать металлы и сплавы, а вспомогательный газ удаляет из разреза продукты разрушения металла, что дает возможность добиваться высокой скорости и качества резки. При этом можно получать узкие резы с минимальной зоной термического влияния и качественной поверхностью, что исключает необходимость дальнейшей обработки изделия.
Преимущества лазерной резки:
Отсутствие механического контакта позволяет обрабатывать легкодеформируемые и нежесткие детали, также детали из цветных металлов.
Лазерное излучение обеспечивает высокую производительность процесса за счет высокой мощности.
Лазерная резка выполняется с большой точностью и с минимальным количеством отходов.
Качество реза стабильно высокое, так как зависит только от постоянства скорости перемещения лазерного луча, параметры которого остаются неизменными.
Технология лазерной резки позволяет осуществить раскрой материала по любым сложным контурам.





Станки лазерной резки с твердотельным источником TRUMPF TruLaser 3030 и 2030
- Максимальные размеры листа: 3000х1500 мм
- Погрешность позиционирования на листе: +- 0,05 мм
- Средний разброс позиционирования на листе: +-0,03 мм
- Мощность: 3000 Вт
Толщины обрабатываемых материалов:
| Материал | Максимальная толщина, мм |
| Конструкционная сталь | 20 |
| Оцинкованная сталь | 4 |
| Нержавеющая сталь | 10 |
| Алюминий | 15 |
| Медь | 6 |
| Титан | 4 |
| Латунь | 6 |
| Сталь углеродистая обыкновенного качества | 16 |


Лазерный труборез Hans Laser
| Обрабатываемый материал | Толщина |
| Нержавеющая сталь | до 6 мм |
| Сталь углеродистая обыкновенного качества | до 8 мм |
| Медь, латунь | до 4 мм |
| Алюминий | до 5 мм |
Форма профиля – замкнутый (круг, квадрат, прямоугольник)
Размер профиля – круг (Ø20-160 мм), квадрат (20-120 мм)
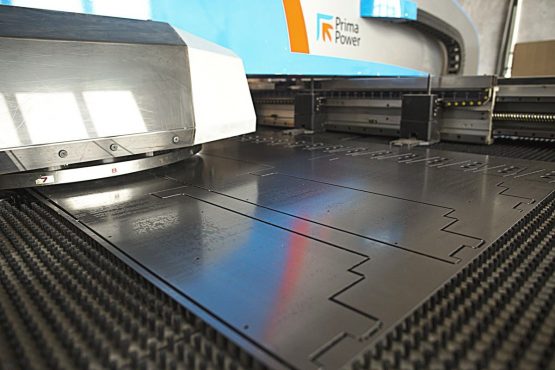
Координатная пробивка
Координатная пробивка листового металла – современный способ контурной обработки листового материала (холодная штамповка), суть которого состоит в последовательном нанесении на лист-заготовку отдельных ударов штампами соответствующей конфигурации. Все это производится на автоматическом прессе с числовым программным управлением. Кроме собственно пробивки контура координатно-пробивной пресс позволяет формировать такие конструктивные элементы, как жалюзи, пуклевки, кернения и т. д. Использование комбинированных координатно-пробивных прессов со встроенными угловыми гильотинными ножницами позволяет повысить производительность обработки и исключить следы от штамповки на краях деталей.
Оборудование: координатно-пробивной пресс Prima Power 5x
- Точность пробивки: +-0,05 мм
- Максимальный габарит листа: 2500х1250 мм
Комбинированный координатно-пробивной-револьверный пресс со встроенными угловыми гильотинными ножницами Prima Power Shear Genius.
- Точность пробивки: +-0,05 мм
- Максимальный габарит листа 3000х1500 мм






Толщины обрабатываемых материалов:
| Материал | Используемые толщины, мм |
| Холоднокатаная конструкционная сталь | 0,5 – 1,5 |
| Оцинкованная сталь | 0,5 – 1,5 |
| Нержавеющая сталь (AISI 304) | 0,5 – 1,2 |
| Нержавеющая сталь (AISI 430) | 0,5 – 1,5 |
| Медь | 1,3 – 2 |
| Алюминий | 1,3 – 2 |
| Сталь углеродистая обыкновенного качества | 0,5-2,0 |
Гибка металла
Гибка металла – это технологический процесс, позволяющий придать листовому металлопрокату сложную геометрическую форму. Гибка металла позволяет обходиться без сварочных работ, которые увеличивают вероятность развития коррозионных процессов. Гибка металла производится на гидравлических либо сервомеханических листогибочных прессах с числовым программным управлением (ЧПУ).
Использование современного высокотехнологичного оборудования позволяет добиться:
- минимизации количества производственного брака;
- высокой точности продукции;
- оптимизации производственного процесса.
Оборудование: листогибочные пресса SAFAN E-Brake B 100-3100, АМАДА HFE 3-100, Prima Power, автоматический панелегиб Salvagnini P2L-2120, трубогиб ЧПУ БМК Master C-51 3X
- Максимальная длина гиба: 3000 мм
- Усилие гибки: 75-100 т
- Точность гиба: -+0,1 мм
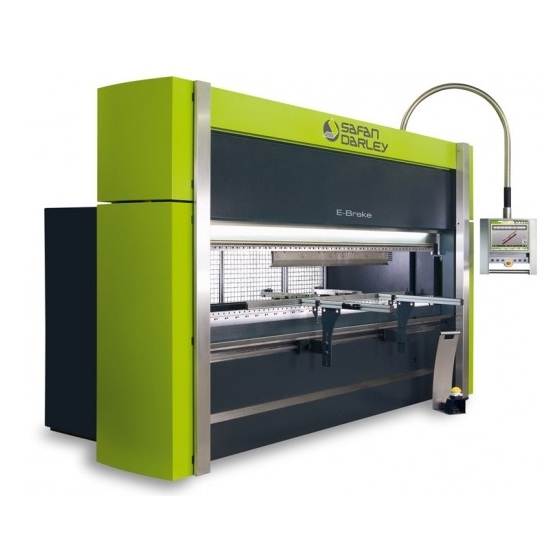


Листогибочный пресс SAFAN E-Brake B 100-3100 – 4 шт:
— усилие – 100 т;
— наибольшая длина детали – 3000 мм;
— наибольшая толщина – 6 мм.
Листогибочный пресс АМАДА HFE 3-100:
— усилие – 100 т;
— наибольшая длина детали – 3000 мм;
— наибольшая толщина – 6 мм.
Листогибочный пресс Prima Power:
— усилие – 100 т;
— наибольшая длина детали – 3000 мм;
— наибольшая толщина – 6 мм.

Автоматический панелегиб Salvagnini P2L-2120
Трубогиб ЧПУ БМК Master C-51 3X:
— Максимальный диаметр изгибаемой трубы (D) и толщина стенки (S) с пределом текучести G=250 Mpa (25 кгс/мм), мм — (51×2)=(42×5);
— Радиус гиба по оси трубы (CLR), мм — от 27 до 170 мм;
— Минимальный радиус гиба по оси трубы (CLR), D — 1.5D мм;
— Угол гиба, град. — 0-180 + угол пружинения.



Толщины обрабатываемых материалов:
| Максимальная толщина, мм | ||||||||
| Конструкционная сталь | Нержавеющая сталь | Алюминий | ||||||
| Длина гиба до 1000 мм | Длина гиба до 2000 мм | Длина гиба до 3000 мм | Длина гиба до 1000 мм | Длина гиба до 2000 мм | Длина гиба до 3000 мм | Длина гиба до 1000 мм | Длина гиба до 2000 мм | Длина гиба до 3000 мм |
| 6 | 6 | 4 | 6 | 3 | 2,5 | 6 | 6 | 6 |
Вальцы 4R HS – NC.
Устройство с ЧПУ обепечивает контроль над осями в ручном, полуавтоматическом и автоматическом режимах. Имеет программируемую память на 100 программ в памяти устройтва и на 10000 программ в USB. Имеется возможность записать до 100 строк (шагов) в каждой программе. В устройстве с ЧПУ 2 привода: NC и USB.
Длина гиба (мм.) – 2550 мм
Толщина (мм.) – не более 6 мм

Сварочное оборудование металла
Машина роликовой сварки.
Машина роликовой сварки ЧПУ.
Машина контактной сварки.
Ручные аппараты контактной сварки Tecna
Сварочные оборудование (Tig/Mig/Mag) фирм EWM Kemppi.
Производим сварку нержавейки, углеродистых сталей, алюминия и титана.
После сварки нержавеющих сталей производим химическую пассивацию сварочных швов.

Машина продольной сварки SWD 1000 Smart Edition.
Плазменная установка для сварки продольных швов SWD
(SEAM WELDING DEVICE)
Предназначены для автоматической дуговой сварки продольных швов труб различной формы сечения (круглых, овальных, треугольных, квадратных), листов, карт, коробов и обечаек. Широко применяются как для сварки специальных металлов – титана, спецсталей, так и для сварки простых изделий и простых металлов – сварки дымоходов и воздуховодов.
Применяемые процессы сварки: плазменная сварка
Сварка может производиться без присадочной проволоки, а также с применением присадочной проволоки.
Свариваемые материалы:
– нержавеющая сталь;
– низкоуглеродистая сталь;
– оцинкованная сталь: плазма-пайка без выгорания цинка;
– алюминиевые сплавы (для комплектации с PMI 350 AC);
– медь, латунь;
– титан;
– спецматериалы.
Аппарат лазерной сварки SEKIRUS P3213M-SVR (P3313M-SVR)
Максимальная мощность лазерного излучателя – 1500 Вт.
Применение: аккуратный стыковой, угловой, тавровый, кольцевой сварочные швы.
Обрабатываемые материалы: углеродистая сталь, нержавеющая сталь, оцинкованная сталь, алюминий.
Особенности- сварка тонкостенных металлов.
Гильотинная резка
Гильотинная резка листового металла – самый быстрый, но и самый простой способ раскроя листового металла. Производится на гидравлических гильотинных ножницах с числовым программным управлением – задний упор и зазоры ножей регулируются автоматически, что обеспечивает высокое качество и производительность.
Оборудование: гильотинные ножницы SafanDarley B-Shear B310-6
- Точность резки: от +-0,1 до 2 мм (в зависимости от толщины материала)
- Максимальный габарит листа: 3000х1500 мм
Толщины материалов:
| Материал | Максимальная толщина листа, мм |
| Конструкционная сталь | 6 |
| Нержавеющая сталь | 4 |
| Алюминий | 8 |
Лазерная гравировка
Лазерная гравировка – это метод нанесения изображения на какое-либо изделие с помощью сфокусированного лазерного луча.
Оборудование: ТурбоМаркер-В20
- Тип источника: волоконный
- Мощность источника: 100 Вт
- Рабочая зона: 200х200 мм
Заготовка, изготовление жгутов
Заготовка, изготовление жгутов – участок заготовки оснащен современным, высокопроизводительным оборудованием для изготовления шин, перемычек, жгутов. Заготовки проводов сечением от 0,06 до 6 мм2 и наружным диаметром 10 мм изготавливаются на автомате резки и зачистки провода Komax Kappa 310.
С помощью автомата производятся следующие виды обработки:
- резка провода заданной длины;
- резка и зачистка провода со сдвигом изоляции;
- резка и зачистка провода.
Опрессовка наконечников и гнезд выполняется на аппликаторах бренда Mecal, разработанных индивидуально под каждый тип наконечника, оснащенных устройством автоматической подачи наконечников. Аппликаторы устанавливаются наэксцентриковые пресса Mecal.
Покраска и сушка металла
Высококачественная очистка поверхностей металла в пескоструйной камере перед нанесением антикоррозионных или декоративных защитных покрытий многократно увеличивает их срок службы. Сушильно-окрасочная камера позволяет наносить лако-красочные материалы в условиях, максимально приближенных к стерильным. Процесс покраски и сушки изделия занимает 1-2 часа.
Система управление качеством
- Ориентация на текущие и потенциальные запросы пользователя.
- Квалифицированный персонал. Обязательное обучение и профильный экзамен.
- Пошаговой контроль на каждом этапе изготовления, маршрутные карты для изделий.
- Профилактические проверки оборудования по предупреждению дефектов.
- Необходимые условия для хранения материалов и комплектующих.
- Обязательный аудит поставщиков.





